Flake-graphite is probably the most familiar of the natural graphite materials. Most people are familiar with the finely powdered graphite used as a lock lubricant, or the “lead” in pencils. Both of these products typically contain flake graphite. As the name implies flake graphite has a distinctly flaky or platy morphology. All graphite has a flaky morphology on some level, but in most instances flake-graphite has this structure regardless of particle size. The platy morphology of flake graphite is illustrated in the scanning electron and polarized light micrographs presented below:
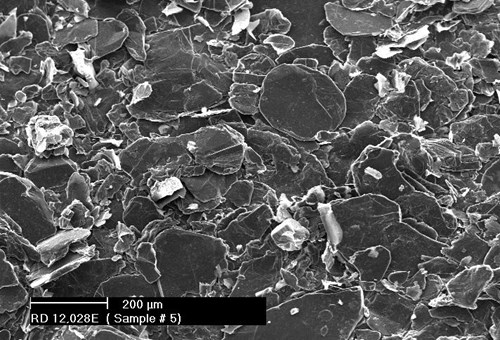
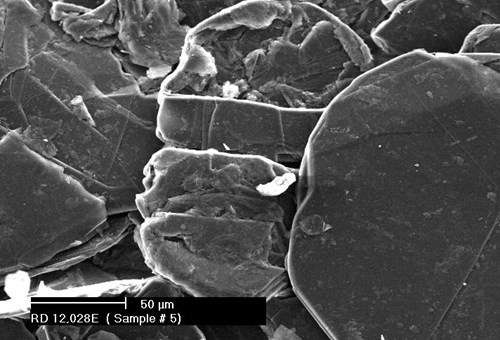

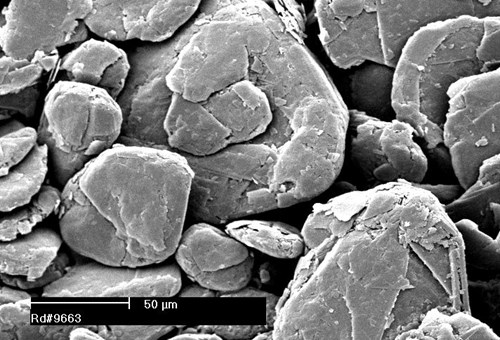
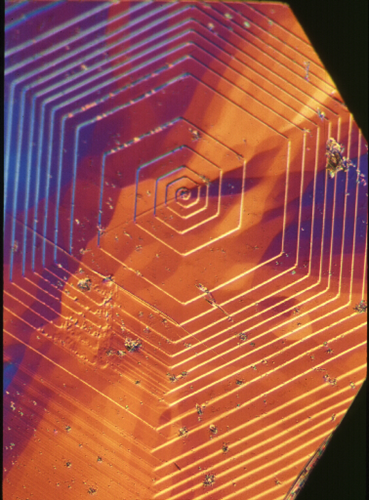
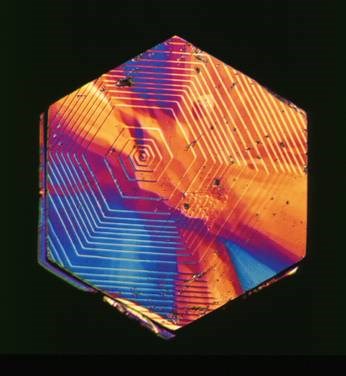
The black and white images are scanning electron micrographs. The prominent form (crystal face) visible in these micrographs is the basal pinacoid, {0002}. The color photo is an image taken using a conventional optical microscope using polarized light. This image is of a flake edge, or prismatic form {1010}. (Images courtesy of Jack Crelling, Southern Illinois University, and Tom Rusnak, Pennstate).
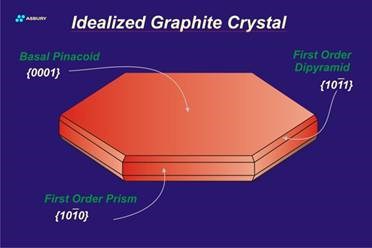
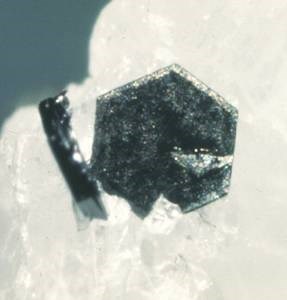
The next group of images shows a few of the various modifications possible for flake graphite. The animated image is an idealized flake graphite crystal. In addition to the two common forms mentioned above, a third form, the first order dipyramid {10 -11}, is shown on this hypothetical diagram. This face is sometimes visible under low magnification and appears as a “chamfer” between the basal pinacoid and the prism faces. Notice that this {10-11} form is clearly visible in the photograph of the graphite flake imbedded in calcite. The two polarized light images are of a growth spiral on the pinacoid surface of a flake (Light microscopy images courtesy of John Jaszczak, MTU).
Flake graphite is the most geologically common variety of natural graphite. Large deposits of flake graphite have been mined in the United States of America, Central America, South America, Canada, Africa, Germany, Ukraine, Russia, and China. Small, localized deposits of flake or flake-like graphite are known from literally hundreds of other localities.
As with other types of natural graphite, flake graphite is formed in either metamorphic or igneous geologic environments. Occurrences in igneous rocks are rare. Most economic deposits of flake graphite occur in metamorphic rock. A typical rock type where flake graphite may be found is sulphidic biotite-quarz-feldspar gneiss; such is the rock type of the Mesoproterozoic graphite deposits in the “Highlands” region of New Jersey, USA (Volkert, Johnson, Tamashausky, 2000).
Flake graphite is considered a “high-grade” metamorphic mineral. Metamorphic petrologists classify the environment in which flake graphite formed as “Granulite facies” (see section on Metamorphism elsewhere in these pages). This is a high pressure and high temperature environment. Graphite flake may form under pressures of 75,000 psi (1GPa) and 1380 deg. F (750 deg. C). Since graphite is a form of carbon, and all carbon oxidizes at high temperature, a geologic environment in which nascent or otherwise reactive oxygen is present will preclude the formation of graphite. Graphite must have a reducing environment in order to be stable at high temperature.
Flake graphite can begin its geological life as either an organic or inorganic carbon. What is meant by “organic carbon” is that the source material is biological in nature. An example would be some ancient benthic micro-organism that died and fell to the sea bottom along with countless billions of others such organisms forming a lens or layer of carbonaceous sediment. Algae, in the form of algal mats are considered possible source material for pre-graphitic carbon. Inorganic carbon is carbon that was derived from previously formed carbonate minerals or some other non-biological source of carbon such as carbonatites which are igneous derived carbonate rocks. Most commercially significant deposits for flake graphite are probably of organic origin (Please refer to the section on Organic Petrology, located else where in these pages for more information on organically derived graphite).
Depending on the degree of weathering of the ore rock, flake graphite is mined using standard hard or soft rock mining techniques. If the ore is hard-rock, it must be drilled and blasted. Highly weathered ore can literally be dug and hauled like sand to the floatation plant. The ore can be either quarried, open pit style, or shaft mined depending on the proximity of the ore body to the surface.
Processing of hard rock ore starts by trucking the ore to a crusher. Crushing must be done in order to release the flake from the enclosing country rock. Reduced ore is then feed to a mill where the ore is crushed further. Milling may be done in water slurry. At this point the individual flakes have been freed from the enclosing ore rock.



The graphite/ore-rock slurry is then fed to froth floatation cells. Froth floatation is a method of beneficiation which relies on the differences between the surface chemistry of the country rock and the mineral being extracted, in this case graphite flake. In the cell the ore is mixed with water and “floatation agents”. Mixing is followed by injection of air into the cell. As air bubbles float to the top of the cell the floatation agents, which coat the graphite flakes, are attracted and stick to the air bubbles. (Photos: top left-open pit mine, top right-crushed ore, left-ore mill and floatation cells).

The buoyancy induced by the attached air bubble causes the individual flakes to float to the top of the bath where they are skimmed off. The floatation reagents do not stick to the country rock; therefore these particles sink to the bottom of the cell and are removed from the process. Floatation beneficiated flake may be re-floated to increase its purity. Subsequent to floatation the flake is washed, dried, and finally packaged for shipment. (Photos: left-floatation cell, below left-flake washing line, below right-bagging operation).


Although surface chemistry provides the mechanism by which floatation is affected, the process cannot change the purity of the discrete flake particle. Flake graphite contains mineral impurities that are virtually identical in composition to the country rock. These impurities can be associated with the graphite flake in two ways. The first is mechanically attached particles which appear as mineral grains attached to the surface of flakes or trapped between adjacent flakes that have become “cold welded”. Flotation may be effective at separating graphite flake from this type of mineral impurity.
The second way mineral matter can be associated is in “intercalated” form. This is not intercalation in the same way that certain ions can be intercalated between the graphene layers of the graphite crystal. “Intercalated” in this case is used to describe ash that resides in what could be described as “parting layers” between groups or stacks of adjacent graphene layers. The volumes or spaces occupied by this “intercalated” ash are orders of magnitude greater in size than the interlayer spacing of 3.35, which is the distance between adjacent graphene layers. “Intercalated” ash cannot be removed from the flake by mechanical methods and does represent an intimate ash/graphite association. In cases where ash is strongly intercalated, ignition of samples may result in a flake-shaped or micaceous skeletal ash residue. This type of ash can be removed only by using chemical or thermal methods.
The purity of flake that comes from the floatation cell of a processing plant is more or less an inherent characteristic of the location. The degree of ash “intercalation” can be viewed as a window into the conditions which occurred during the deposition, compaction, and subsequent metamorphism of the graphite deposit. Ore bodies generally yield graphite of a characteristic purity. For instance, “run of mine” flake graphite from Madagascar is typically 85-90% carbon with the balance ash. Graphite from Canada runs 90-97% carbon and graphite from China 90-96% carbon. Careful control of the floatation methodology can generally improve the purity but floatation cannot reduce the level of “intercalated” mineral matter.
The size of the graphite flake is a very important commercial consideration. Although one can manufacture small flake from large flake, the converse is not true. Therefore, it is in the best interest of a flake graphite producer to maximize the amount of large flake removed from the deposit. This means that any processing which will tend to grind or reduce the size of constituent flake must be minimized. The crushing and grinding of ore to release entrapped flake is the main force responsible for reducing the size of the individual flakes extracted. Any mechanical process done to the ore, or the flake subsequent to beneficiation, will potentially grind the flake. Processing and handling must be carefully planned so that only as much as is required for efficient extraction and “purification” is performed.
Commercial flake graphite available for further grinding and processes is available in three primary sizes. These sizes are -100-mesh, +100-mesh, and +50-mesh. Depending on the source and requirements other more “exotic” cuts are available, but the above three are generally considered the work horses of the industry. From these three feed stocks most other grades, from +32 mesh coarse flake to 3-micrometer powder, are made.
Commercial flake graphite products are available in a range of purities from around 80% carbon up to 99+ percent carbon. Flake which is in the purity range of 80-98% typically represent materials which have been beneficiated using only froth floatation. Flake above 98% purity has been purified using other methods subsequent to floatation. Sized materials from 0.5mm to 3 micrometers are available from Asbury Carbons as “off-the-shelf” products in any of the purities noted above.

